当前位置:网站首页>GRBL学习(二)
GRBL学习(二)
2022-04-23 15:54:00 【Sola_Ex】
GRBL学习
config.h文件
从文件的开头可以得知,这个文件是用来针对不同机器进行配置的。对GRBL来说,如果进行主板的更换,使用2560或128P这些芯片的话,直接忽略这个文件的配置。但我用的并不是这个、、
EEOROM重置后时后使用默认配置
#define DEFAULTS_GENERIC
波特率
#define BAUD_RATE 115200
使用的Arduino芯片
#define CPU_MAP_ATMEGA328P // Arduino Uno CPU
针对GRBL的命令解析字符
#define CMD_STATUS_REPORT '?'
#define CMD_FEED_HOLD '!'
#define CMD_CYCLE_START '~'
#define CMD_RESET 0x18 // ctrl-x.
#define CMD_SAFETY_DOOR '@'
上电时电机上锁;这个功能看似很奇怪,其实这个是GRBL针对激光雕刻的一个保护功能,正常使用GRBL的时候,在开机之后,是不能直接控制XY移动的,此时GRBL会在串口中发送一句提示,让你解锁,而你需要发送一 X 的 指 令 给 G R B L , 解 锁 后 才 能 正 常 操 作 电 机 。 过 程 中 遇 到 警 报 , 也 会 产 生 上 锁 状 态 , 同 样 是 使 用 X的指令给GRBL,解锁后才能正常操作电机。过程中遇到警报,也会产生上锁状态,同样是使用 X的指令给GRBL,解锁后才能正常操作电机。过程中遇到警报,也会产生上锁状态,同样是使用X这个指令才能正常使用。毕竟激光头的功率不是开玩笑的。。。
#define HOMING_INIT_LOCK
这里就是控制引脚,针对CNC才有的
#define HOMING_CYCLE_0 (1<<Z_AXIS)
#define HOMING_CYCLE_1 ((1<<X_AXIS)|(1<<Y_AXIS))
回零时碰到限位的次数
#define N_HOMING_LOCATE_CYCLE 1
GRBL针对CNC的浮点类型显示(实时上这个是针对8位单片机的浮点运算处理,如果换成32位带浮点运算的,则可以优化此处)
#define N_DECIMAL_COORDVALUE_INCH 4
#define N_DECIMAL_COORDVALUE_MM 3
#define N_DECIMAL_RATEVALUE_INCH 1
#define N_DECIMAL_RATEVALUE_MM 0
#define N_DECIMAL_SETTINGVALUE 3
坐标信息反馈,禁用后只能获得最后一组坐标信息(这个应该是配合上位机一起用的)
#define MESSAGE_PROBE_COORDINATES
安全开关切换后的安全延时时间
#define SAFETY_DOOR_SPINDLE_DELAY 4000
#define SAFETY_DOOR_COOLANT_DELAY 1000
Offset设置使能
#define TOOL_LENGTH_OFFSET_AXIS Z_AXIS
可变主轴使能
#define VARIABLE_SPINDLE
带S的命令,S后面值得范围,如M3 S255
#define SPINDLE_MAX_RPM 1000.0
#define SPINDLE_MIN_RPM 0.0
最小交叉速度设置
#define MINIMUM_JUNCTION_SPEED 0.0 // (mm/min)
最小打印速度
#define MINIMUM_FEED_RATE 1.0 // (mm/min)
弧度矫正值(这里值的设置跟GRBL的打印有关,GRBL打印圆弧的算法)
#define N_ARC_CORRECTION 12
版权声明
本文为[Sola_Ex]所创,转载请带上原文链接,感谢
https://blog.csdn.net/qq_42312125/article/details/112914303
边栏推荐
- s16.基于镜像仓库一键安装containerd脚本
- Go language, array, pointer, structure
- Large factory technology implementation | industry solution series tutorials
- One brush 313 sword finger offer 06 Print linked list from end to end (E)
- Upgrade MySQL 5.1 to 5.66
- JVM - Chapter 2 - class loader subsystem
- 新动态:SmartMesh和MeshBox的合作新动向
- utils. Deprecated in35 may be cancelled due to upgrade. What should I do
- 王启亨谈Web3.0与价值互联网“通证交换”
- [AI weekly] NVIDIA designs chips with AI; The imperfect transformer needs to overcome the theoretical defect of self attention
猜你喜欢
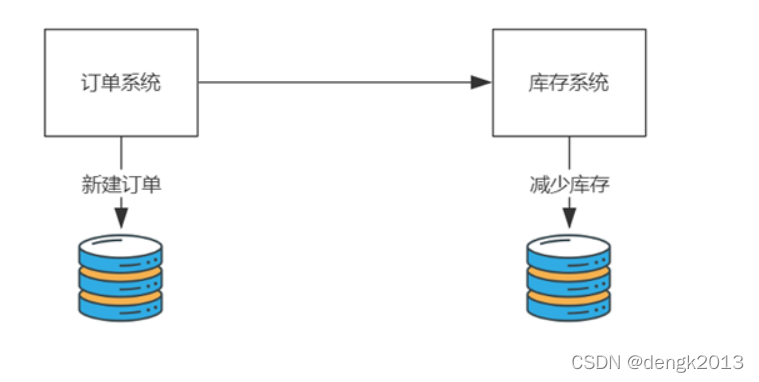
CAP定理
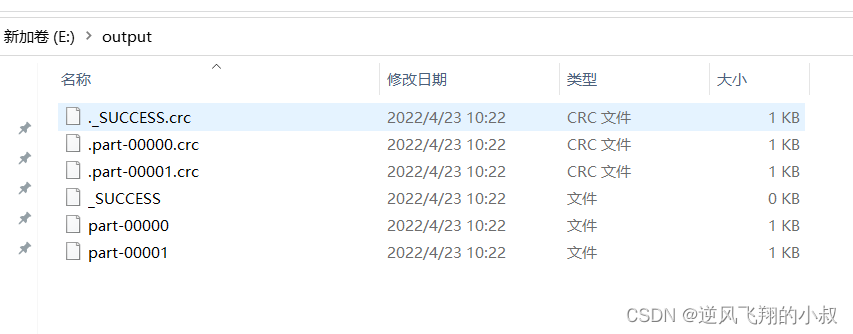
Spark 算子之sortBy使用
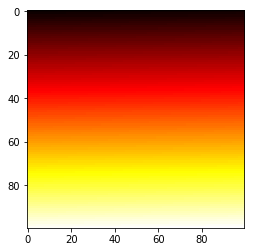
matplotlib教程05---操作图像
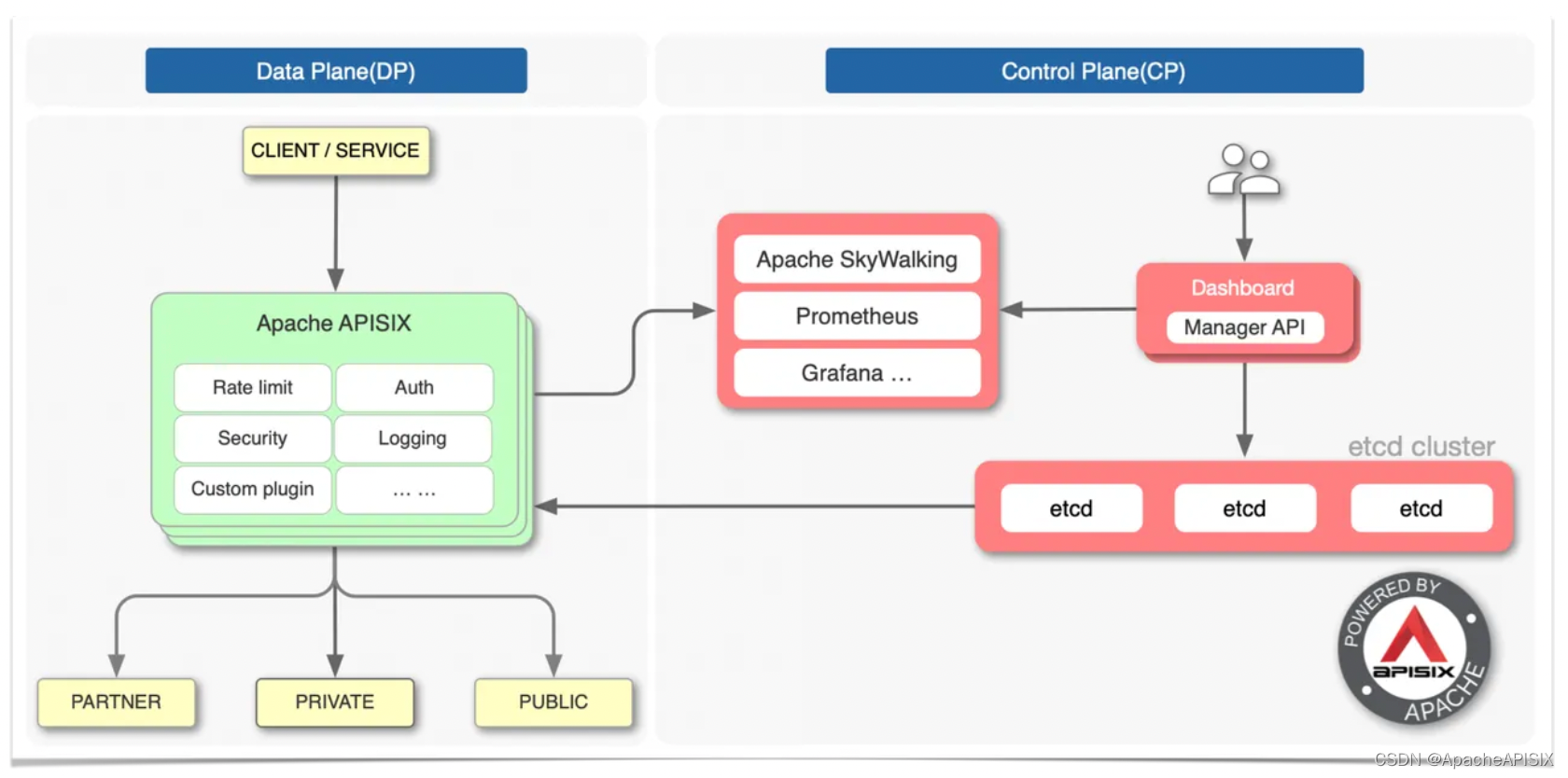
基于 TiDB 的 Apache APISIX 高可用配置中心的最佳实践
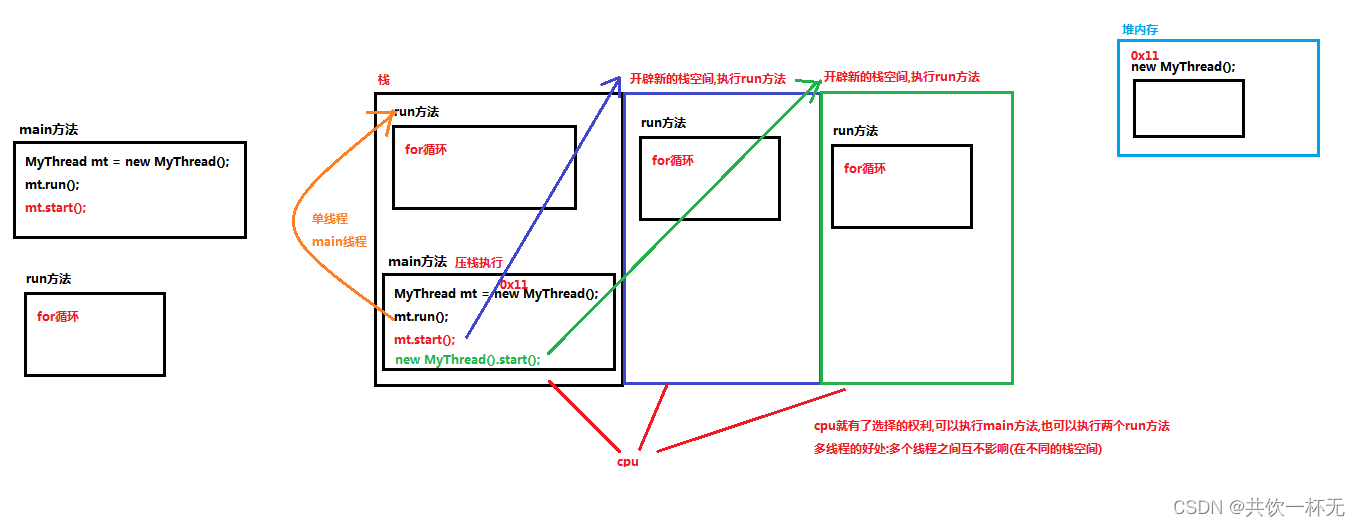
多线程原理和常用方法以及Thread和Runnable的区别
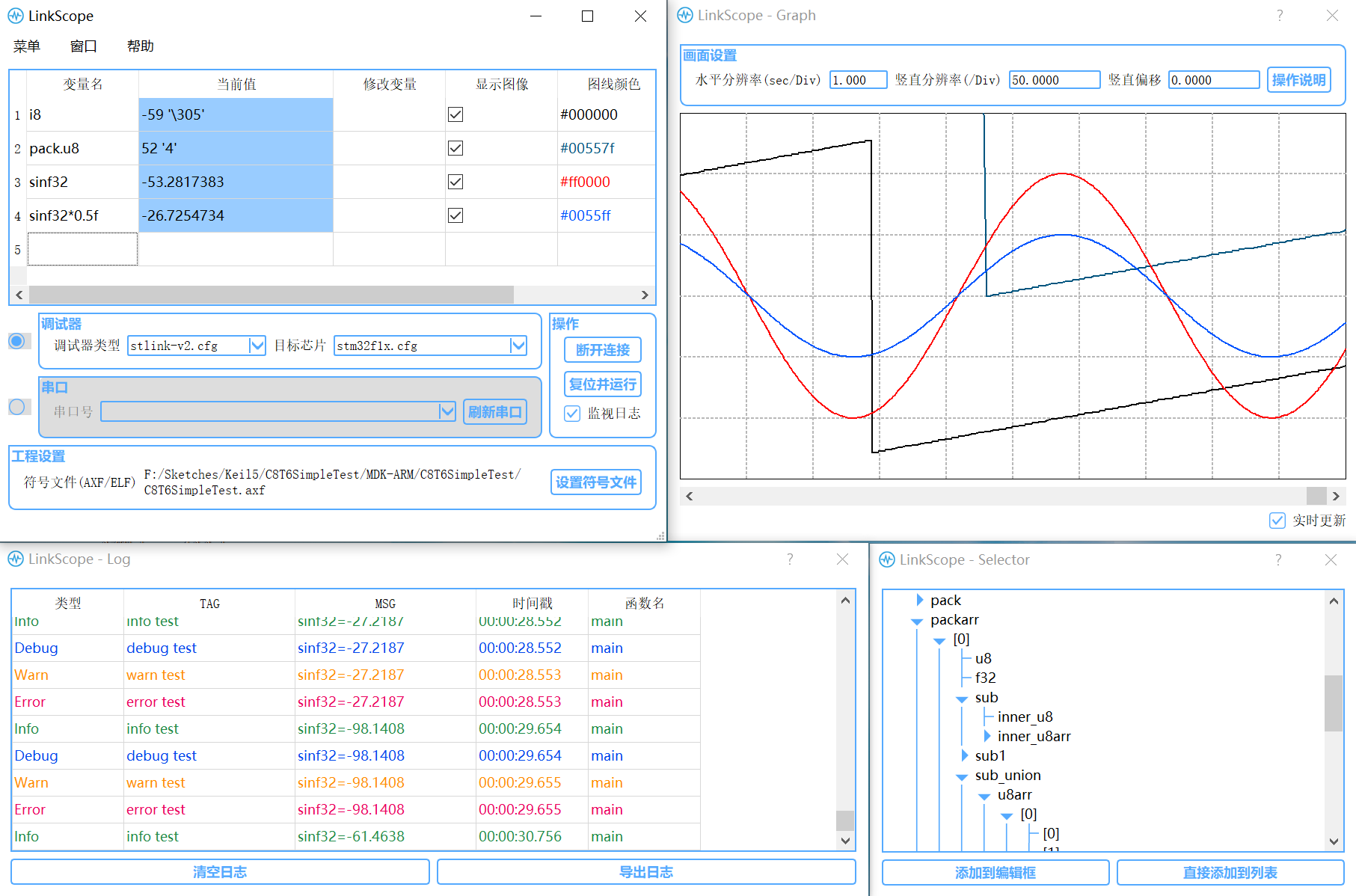
【开源工具分享】单片机调试助手(示波/改值/日志) - LinkScope
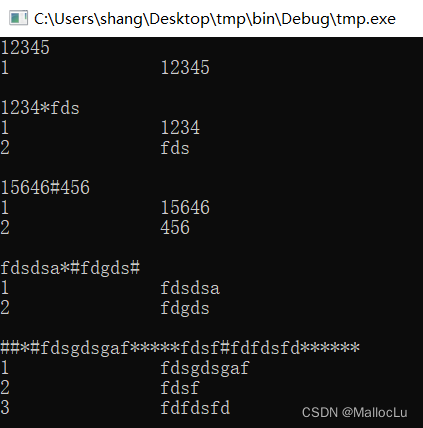
C language self compiled string processing function - string segmentation, string filling, etc
单体架构系统重新架构
C language --- advanced pointer
The principle and common methods of multithreading and the difference between thread and runnable
随机推荐
Metalife established a strategic partnership with ESTV and appointed its CEO Eric Yoon as a consultant
Temporal model: long-term and short-term memory network (LSTM)
Vision of building interstellar computing network
utils. Deprecated in35 may be cancelled due to upgrade. What should I do
时序模型:长短期记忆网络(LSTM)
实现缺省页面
leetcode-374 猜数字大小
CVPR 2022 quality paper sharing
保姆级Anaconda安装教程
Application of Bloom filter in 100 million flow e-commerce system
布隆过滤器在亿级流量电商系统的应用
mysql乐观锁解决并发冲突
MySQL - execution process of MySQL query statement
For examination
PS为图片添加纹理
shell脚本中的DATE日期计算
Go language, condition, loop, function
5分钟,把你的Excel变成在线数据库,神奇的魔方网表excel数据库
VIM specifies the line comment and reconciliation comment
JS regular determines whether the port path of the domain name or IP is correct